TOUGH PLA – EXPLORE YOUR BOUNDARIES
We are in the 3D printing business from the very beginning when the only filaments used in desktop 3D printing were regular PLA and regular ABS. Ever since, we have seen the market and industry mature and 3D printing been more and more adopted in production and industry.
By adding Tough PLA to FormFutura’s portfolio of 3D printing filaments we see a long-awaited wish become reality. In order for a PLA based 3D printer filament to be named tough, it needs to excel in impact resistance. We dare to say mission accomplished.
We have received feedback from our partners on the most used Tough PLA filaments available in the market and have benchmarked our Tough PLA against the top 3 suppliers of Tough PLA filament. Based on our tests and benchmark data we can proudly say that FormFutura Tough PLA is 55% more impact resistant than its closest competitor!
MACHINABILITY AND POST-PROCESSING
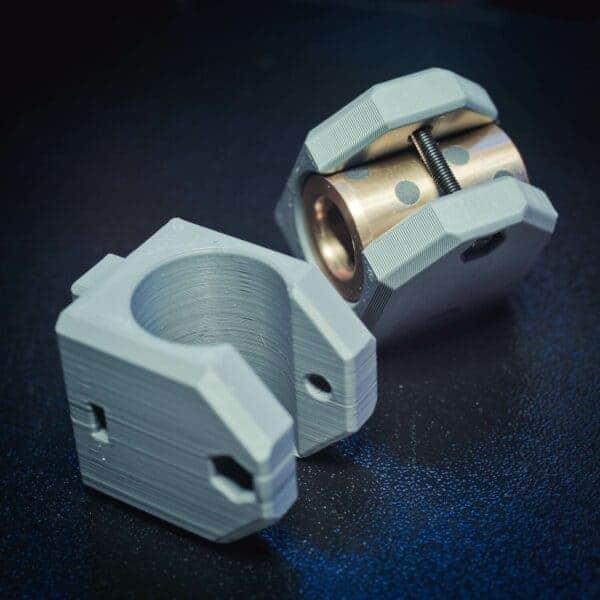
Tough PLA has great machinability properties allowing a wide range of post-processing techniques to be used on printed objects. You may think of applications where you need your Tough PLA 3D printed object to be machined, post-processed, or finished through:
DRILLING HOLES
ADDING METAL INSERTS
CNC MILLING
ADDING BEARINGS
TAPPING THREADS
SANDING AND PAINTING

IMPACT STRENGTH
With a Charpy impact strength of 29.8 kJ/m2 our Tough PLA filament is more than 750% more impact resistant than regular PLA filaments. With these numbers our Tough PLA exhibits a toughness similar to ABS, but 3D printed objects with Tough PLA demonstrate a much higher stiffness than 3D printed objects with ABS filaments.

Tough PLA displays astonishing results with respect to its layer adhesion. You can achieve nearly the same mechanical strength properties on parts 3D printed in X-Y direction with Tough PLA filament compared to injection molded parts.
EASY TO 3D PRINT
Our Tough PLA filament exhibits ABS-like strength properties but has all the advantages that PLA has to offer with respect to printability and user-friendliness. Tough PLA is a truly plug and play 3D printer filament that is extremely easy to 3D print at a wide range of printing temperatures. Our Tough PLA filament is perfect for 3D printing large objects as it has a perfect bed adhesion to several surfaces without delamination or warping.
